
400-666-4000




 發(fā)布時(shí)間:2022-03-05
發(fā)布時(shí)間:2022-03-05  瀏覽次數(shù):1913次
瀏覽次數(shù):1913次
在制造行業(yè),對(duì)高速銑普遍存在以下錯(cuò)誤觀念:
1)高速銑床只是一臺(tái)配了高轉(zhuǎn)速主軸的銑床
2)主軸轉(zhuǎn)速越高,加工速度就越快
3)高速銑床只是為了取代一般的傳統(tǒng)銑床
4)20000 轉(zhuǎn)的主軸已足夠模具生產(chǎn)的需求了
5)高速銑床只是軸向服務(wù)器加大加快
6)高速銑床只能加工電極
7)………
事實(shí)上,高速銑床是一種新的工藝技術(shù)與應(yīng)用
要想要發(fā)揮出高速切削的效能,就必須個(gè)個(gè)環(huán)節(jié)的緊密配合,如果有其中一個(gè)環(huán)節(jié)搭配不佳,將無(wú)法發(fā)揮高速切削的效能。
1)高速的刀桿與刀具
2)高速的主軸
3)高動(dòng)力的XYZ軸
4)高速的CNC控制器
5)高速的程序策略

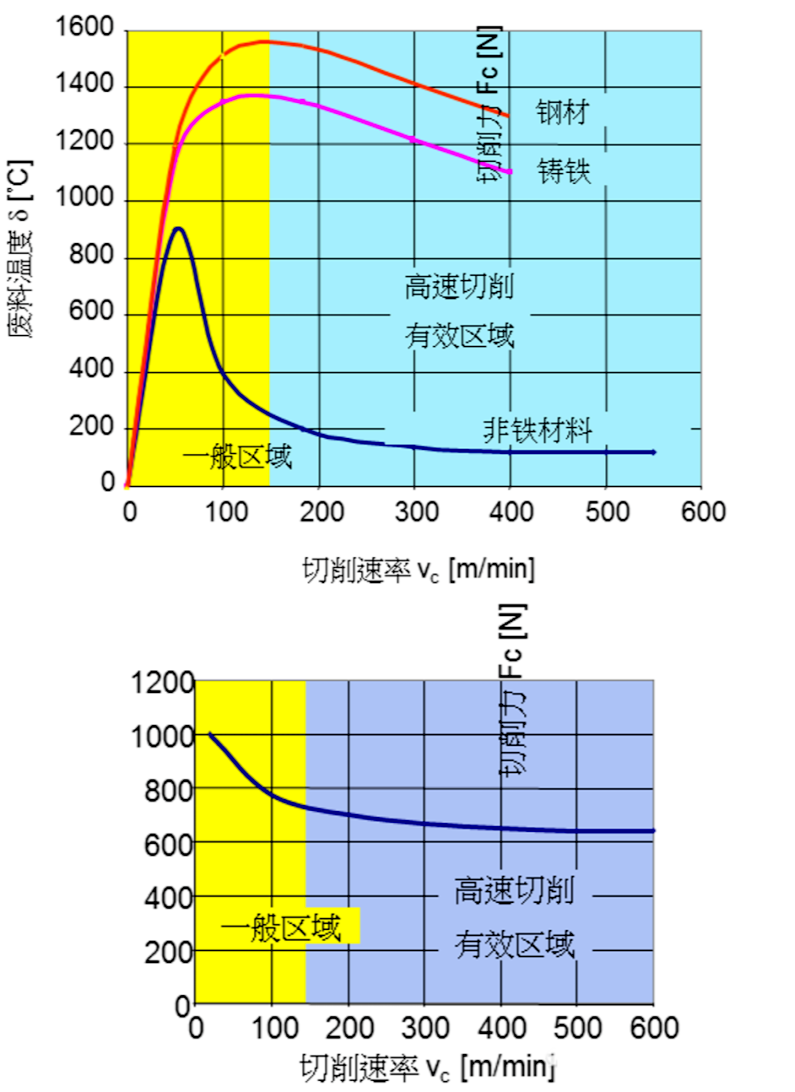
一、高速切削時(shí)的基本情況
隨著轉(zhuǎn)速增加到一定程度時(shí),則刀具的溫度和切削力反而會(huì)逐漸下降。這種現(xiàn)象被用在了高速銑削技術(shù)中。
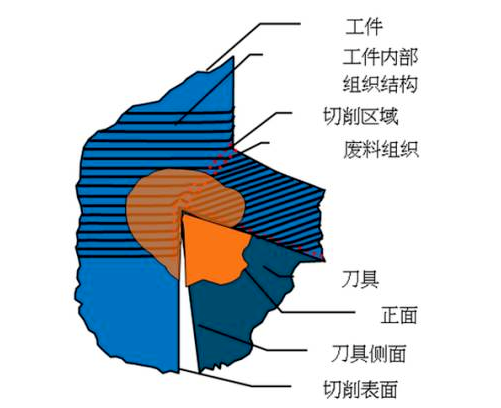
(傳統(tǒng)銑削狀態(tài))
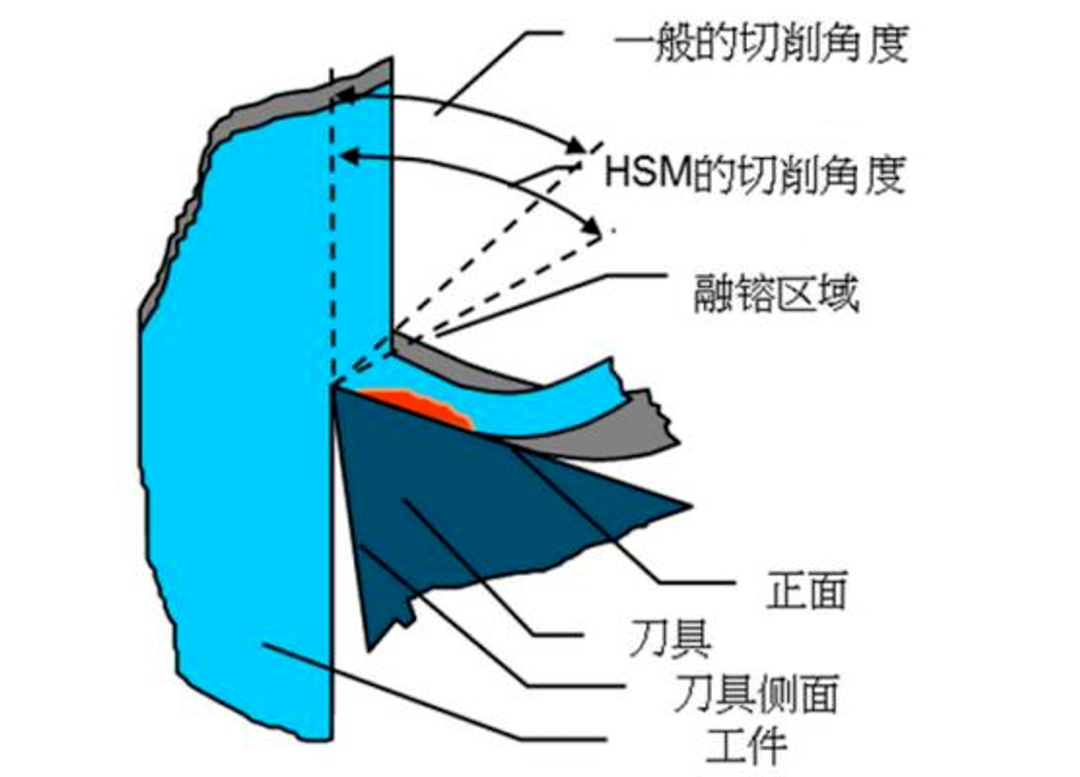
(高速銑削狀態(tài))
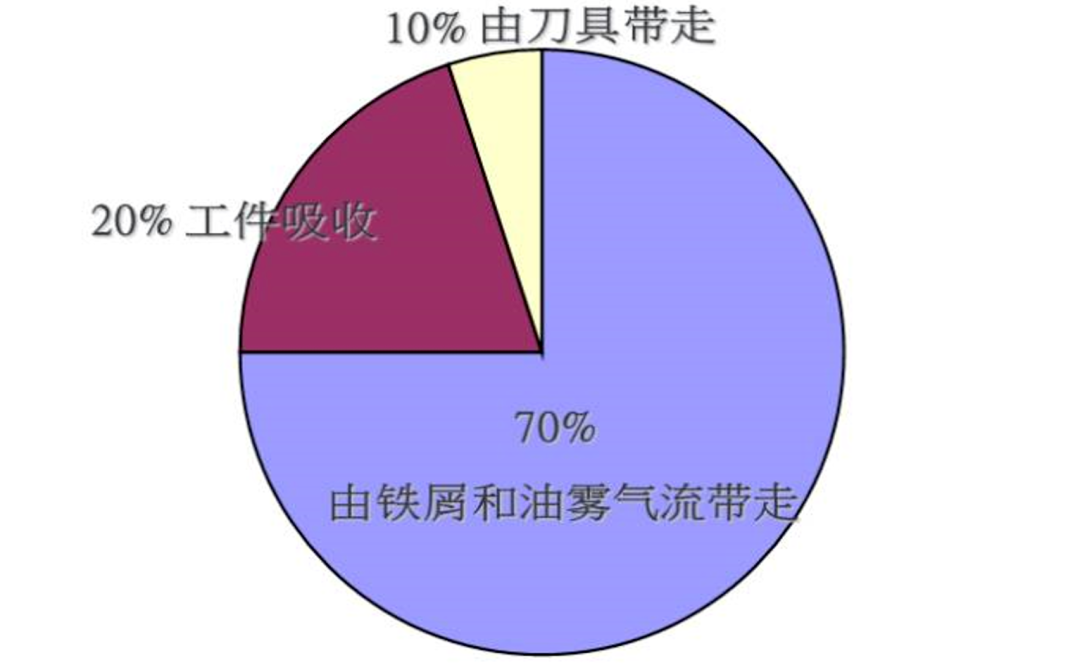
高速切削熱源的分散比率:
二、高速銑削與高速銑削理念的區(qū)別
高速銑削(HSM)和高效能銑削(HPM)的加工理念是不一樣的。舉例:粗加工淬硬鋼,材料硬度大于55HRC,它們的加工理念示意圖如下。


HPM(左)與HSM(右)加工理念示意圖
三、高速銑削的應(yīng)用范圍

四、高速銑削的重心環(huán)節(jié)
(文章來(lái)源:OK智能制造)

官方微信公眾號(hào)
行業(yè)應(yīng)用
關(guān)于我們
服務(wù)中心
您有任何問(wèn)題
點(diǎn)擊下方按鈕,與我們?nèi)〉寐?lián)系
點(diǎn)擊下方按鈕,與我們?nèi)〉寐?lián)系
友情鏈接 LINK